
改性高性能鐳雕尼龍

PA6 B3SR03 高流動性 耐油 結晶 熱穩定級 PA6塑膠原料

德國巴斯夫PA6 8202C 耐化學性 熱穩定級 耐候性好 PA6塑膠原料
荷蘭帝斯曼 PA6 XG-FKGS6 30%玻纖 增強 無鹵阻燃 PA6原料

荷蘭帝斯曼PA6 K224-HGR24 10%玻纖 20%玻璃珠 PA6塑膠原料

PA6 K223-HGM24 30%玻纖+礦物 荷蘭帝斯曼 PA6塑膠原料
PA6 德國朗盛PA6 BKV15H1.0 60%玻纖 增強 高流動性 耐熱老化
PA6 BKV30H1.0 德國朗盛耐熱老化 無鹵阻燃 熱穩定級

PA66 U328 耐低溫 沖擊彈簧支架 滑輪 螺栓用原材料

PA66 CM3006G30 30%玻纖 增強 鹵素阻燃 汽車內部零件
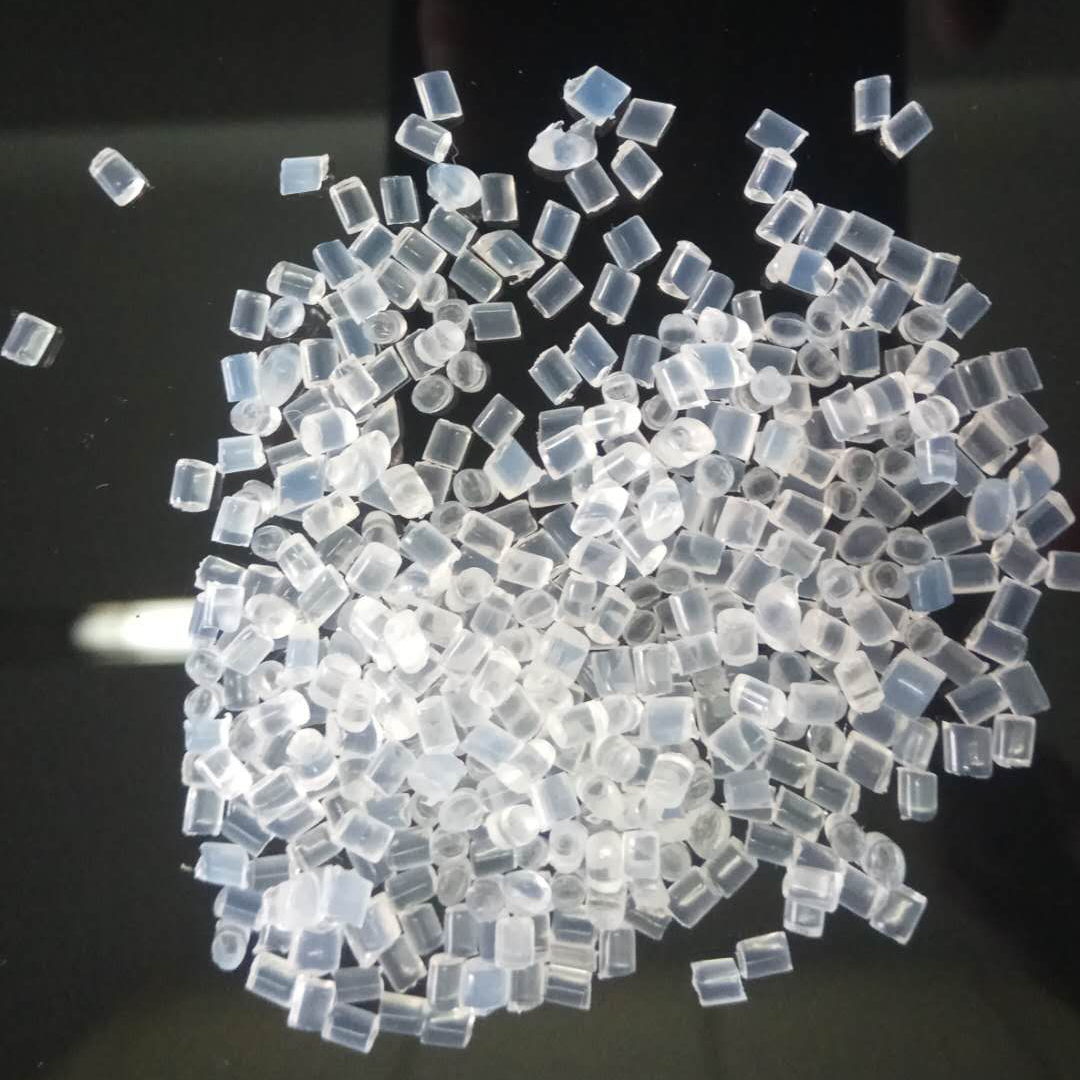
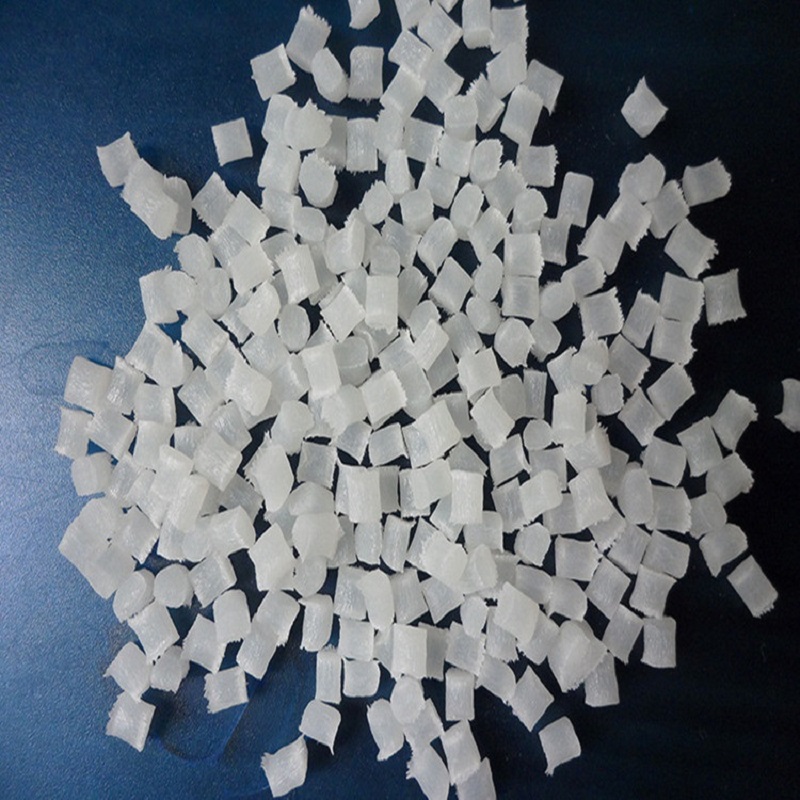
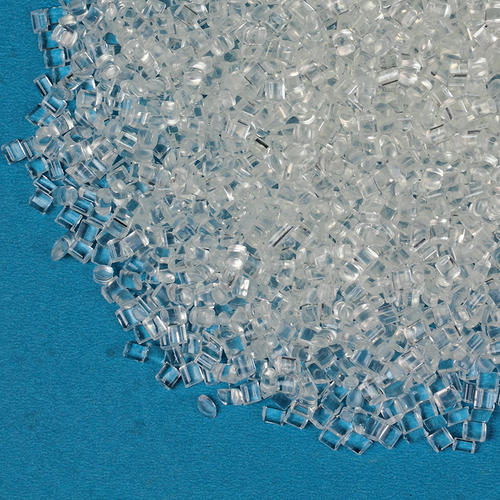
透明塑料對于透光率的要求是很高的,所以在整個注塑的工作當中,任何的一道工序都需要十分的注意,一旦出現氣孔、黑點、變色等問題將會對整個產品造成很大的影響,所以我們一般在保證產品的表面質量的同時也要對機高溫度、注射壓力、注射速度等工藝參數作細微調整,使注塑料時既能充滿模,又不會產生內應力而引起產品變形和開裂。下面我們就談談透明塑料在注塑成型時應該注意的事項。

關于透明改性塑料注塑產品時應該注意什么?的信息,如果你有相關材料的需求或者技術問題,請撥打免費電話:4008-118-928 與我們溝通交流,技術手機同微信:18621317168 誠摯歡迎您的來電!

眾君意尼龍改性 sitemap.xml地圖 rss.xml地圖 baidumap.xml地圖
備案號:津ICP備18001702號 天津谷騏科技有限公司 技術支持